|
Détails sur le produit:
|
| Grade: | SK7 | Caractéristique: | Laminé à froid |
|---|---|---|---|
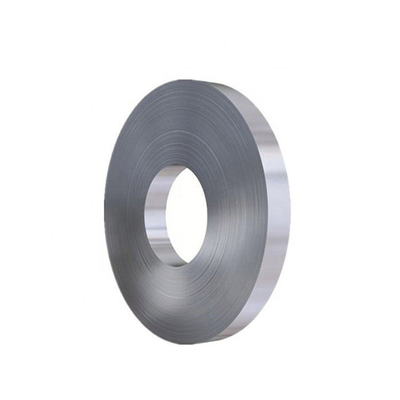
| Forme: | Bande d'acier | État 2 de la livraison: | Laminé à froid + doux recuit : G |
| Condition extérieure: | lumineux, gris-bleu, poli, poli et couleur-gâché | Le formulaire: | Bandes en acier de bobines |
| Surligner: | SK7 bande d'acier à ressort,SK65 bande d'acier à ressorts,Bandes d'acier laminées à froid polies |
||
Des ressorts, des ressorts en spirale, des aiguilles à tricoter, des cornes, des rubans à mesurer, des rondelles, des imprimantes à points, des espaceurs et divers ressorts de plaques.
En raison de leur facilité de travail, de leur durcissement, de leurs performances, de leur abordabilité et d'autres caractéristiques, les aciers à outils au carbone sont les bandes d'acier spéciales laminées à froid les plus utilisées.
L'acier pour outils au carbone est utilisé dans un large éventail d'applications dures, y compris les lames, les outils de coupe,et outils réguliers pour les applications nécessitant élasticité et ténacité, y compris les ressorts réguliers, ressorts en spirale, aiguilles à tricoter, cornes, rubans à mesurer et évier.
Un aperçu des aciers à outils au carbone (SK2, SK4, SK5, SK6 et SK7) et des aciers au carbone (S15C, S45C, S50C, S55C,et S60C) est fourni à des fins de référence et de comparaison sur la page des aciers spéciaux et des aciers au carbone.
Il est courant de traiter à chaud la plupart des qualités SK avant ou après traitement.
Les nuances SK de FUSHUN sont conçues pour produire une rugosité de surface optimale après traitement thermique, ce qui permet une finition de produit idéale après traitement à l'oxyde noir.
Haute qualité et fiabilité
Our ability to produce uniform strength and thickness tolerances that are impossible to achieve using regular materials allows us to manufacture products that demonstrate stable strength in spring applications.
En outre, we can produce excellent fatigue resistance and reliability by adjusting material structure and by creating a high degree of cleanliness via the careful management of manufacturing history and the adjustment of chemical composition.
Nous pouvons fabriquer des feuilles ultra fines de 0,010 à 0,099 mm.
Nous sommes en mesure de fabriquer des lots standard de 300 kg, et nous sommes également heureux d'envisager des lots plus petits après consultation (les demandes de petits lots seront traitées au cas par cas).
Nous fabriquons des produits sur commande, et nous pouvons ajuster la dureté selon les besoins.
En changeant le rouleau utilisé dans le processus de laminage, nous pouvons offrir une finition brillante ou terne.
| Grade | Épaisseur (mm) | Largeur (mm) |
| Le nombre d'équipements à transporter | 0.010 ¢2.000 | 3 ¢ 300 |
| Le nombre d'établissements d'enseignement supérieur | 0.010 ¢2.000 | 3 ¢ 300 |
| Le numéro de série est le numéro de série. | 0.010 ¢3.500 | 3 ¢ 300 |
| Le numéro de série est le numéro de série de l'appareil. | 0.010 ¢2.000 | 3 ¢ 300 |
| Le nombre d'établissements d'enseignement supérieur est le suivant: | 0.010 ¥1.600 | 3 ¢ 300 |
| Nom | Le secteur privé La norme |
États-Unis | Royaume-Uni | L'Allemagne | France | La Russie | Chine | Le Japon |
| ISO (en anglais) | AISI SAE | Je vous en prie. | DIN | NF | OTC | Résultats | JIS | |
|
SK2 (SK120) |
TC120 | Le document W1-11- Un demi | - | - | C120E3U | y12 | T12 |
SK2 (SK120) |
|
Le nombre de points (SK95) |
TC90 | W1 à 9 | - | - | C90E2U | y10 | Le T10 |
Le nombre de points (SK95) |
|
Résultats de l'enquête (SK85) |
TC90 Le TC80 |
R1 à R2 | - | C80W1 |
C90E2U C80E2U |
Le taux de change Y9 |
T8Mn T9 |
Résultats de l'enquête (SK85) |
|
SK6 (SK75) |
Le TC80 TC70 |
W1 à 7 | - | C80W1 |
C80E2U C70E2U |
y8 | Le T8 |
SK6 (SK75) |
|
Le numéro de série (SK65) |
-
|
- | - | C70W2 | C70E2U | y7 | T7 |
Le numéro de série (SK65) |
| Le type | Nom | Composition chimique (en %) | |||||||
| C | Je sais. | Nom de l'entreprise | P | S | Cr | Je ne sais pas | Autres | ||
|
Acier spécial Le JIS G 3311 Les autres
|
SK2 (SK120) |
1.15 1.30 |
0.10 0.35 |
0.10 0.50 |
Je ne veux pas.030 | Je ne veux pas.030 | Je ne veux pas.30 | Je ne veux pas.25 |
Je ne peux pas.25
|
|
Le nombre de points (SK95) |
0.90 ¢ 1.00 |
0.10 0.35 |
0.10 0.50 |
Je ne veux pas.030 | Je ne veux pas.030 | Je ne veux pas.30 | Je ne veux pas.25 | ||
|
Résultats de l'enquête (SK85) |
0.80 0.90 |
0.10 0.35 |
0.10 0.50 |
Je ne veux pas.030 | Je ne veux pas.030 | Je ne veux pas.30 | Je ne veux pas.25 | ||
|
SK6 (SK75) |
0.70 0.80 |
0.10 0.35 |
0.10 0.50 |
Je ne veux pas.030 | Je ne veux pas.030 | Je ne veux pas.30 | Je ne veux pas.25 | ||
|
Le numéro de série (SK65) |
0.60 0.70 |
0.10 0.35 |
0.10 0.50 |
Je ne veux pas.030 | Je ne veux pas.030 | Je ne veux pas.30 | Je ne veux pas.25 | ||
| Grade |
Densité g/cm3 |
Chaleur spécifique J (kg·K) |
Coefficient de dilatation thermique (0°C à 100°C) 10- 6- Je ne sais pas. |
Conductivité thermique Le nombre total d'équipements utilisés |
Résistance électrique μΩ·cm |
Module de Young N/mm2 |
| Acier spécial | 7.84 | 490 | 11.0 | 50.2 | 18 | 208000 |
1Dureté/résistance à la traction
Les aciers spéciaux laminés à froid sont normalement fournis en laminé (avec une finition laminée),Mais nous pouvons fournir des produits avec des finitions allant de la finition la plus douce à la finition la plus dure.. Cela vous permet de choisir la finition la mieux adaptée à vos besoins et à votre application.
| Grade | Condition de finition | Épreuve de dureté | Essai de traction | |
| HV | Résistance à la traction N/mm2 | Pourcentage d'allongement | ||
|
SK-2 (SK120) |
D'autres produits | 170 ¥210 | 520 ¢ 685 | 20 ¢ 32 |
| La peau est passée | 190 ¢ 230 | 570 ¥ 715 | 10 ¢ 28 | |
| D'une teneur en poids inférieure ou égale | 250 ¢290 | 735 ¥980 | 2 ¢15 | |
| Dégraissés | Pour les produits du secteur de la construction et de la construction | 835 ¢ 1080 | 1 ¢3 | |
|
Le nombre de points (SK95) |
D'autres produits | 160 ¢ 200 | 490 ¥645 | 24 ¢ 35 |
| La peau est passée | 175 ¥215 | D'autres produits | 12 ¢ 32 | |
| D'une teneur en poids inférieure ou égale | 245 ¢ 285 | 725 ¢ 970 | 2 ¢15 | |
| Dégraissés | 270 ¥310 | 825 ¥1040 | 1 ¢4 | |
|
Résultats de l'enquête (SK85) |
D'autres produits | 150 ¢ 190 | 460 ¢ 625 | 26 ¢ 37 |
| La peau est passée | 170 ¥210 | Pour les produits du secteur de la construction | 15 ¢ 35 | |
| D'une teneur en poids inférieure ou égale | 240 ¢ 280 | 725 ¢ 930 | 3 ¢ 16 | |
| Dégraissés | 260 ¢ 300 | 805 ¢ 1000 | 1 ¢ 5 | |
|
SK6 (SK75) |
D'autres produits | 145 ¢ 185 | 440 ¢ 615 | 27 ¢ 38 |
| La peau est passée | 160 ¢ 200 | 490 ¢665 | 15 ¢ 35 | |
| D'une teneur en poids inférieure ou égale | 235 ¢ 275 | 715 ¥ 920 | 3 ¢ 16 | |
| Dégraissés | 255 ¢ 295 | 795 ¢ 990 | 1 ¢ 5 | |
|
Le numéro de série (SK65) |
D'autres produits | 140 ¢ 180 | 410 ¢ 610 | 28 ¢ 39 |
| La peau est passée | 155 ¥195 | 460 ¢ 655 | 16 ¢ 36 | |
| D'une teneur en poids inférieure ou égale | 230 ¢ 270 | 705 ¢ 900 | 3 ¢17 | |
| Dégraissés | 250 ¢290 | 775 ¢ 970 | 1 ¢ 5 | |
| Dégraissés | 200 ¥240 | 655 ¢ 735 | 1 ¢ 8 | |
Définitions de finition et graphique de finition
FUSHUN utilise les définitions de finition suivantes:
| Condition de finition | Réduction du laminage de finition |
| D'autres produits | —— (As annealed) |
| Peau passée (légèrement roulée) | Jusqu'à 5% |
| D'une teneur en poids inférieure ou égale | 15% à 40% |
| Dégraissés | 35% ou plus |
Graphique de dureté
| Grade | Condition de finition (HV) | |||
| D'autres produits | La peau est passée | D'une teneur en poids inférieure ou égale | Dégraissés | |
| Le nombre d'équipements à transporter | 170 ¥210 | 190 ¢ 230 | 250 ¢290 | Pour les produits du secteur de la construction et de la construction |
| Le nombre d'établissements d'enseignement supérieur | 160 ¢ 200 | 175 ¥215 | 245 ¢ 285 | 270 ¥310 |
| Le numéro de série est le numéro de série. | 150 ¢ 190 | 170 ¥210 | 240 ¢ 280 | 260 ¢ 300 |
| Le numéro de série est le numéro de série de l'appareil. | 145 ¢ 185 | 160 ¢ 200 | 235 ¢ 275 | 255 ¢ 295 |
| Le nombre d'établissements d'enseignement supérieur est le suivant: | 140 ¢ 180 | 155 ¥195 | 230 ¢ 270 | 250 ¢290 |
2. Pénétrabilité
1Alors qu'une finition laminée est parfois utilisée pour les produits pliés, nous utilisons normalement une finition recuit ou peau-passée pour ces produits.
2Les bandes d'acier ont généralement des propriétés directionnelles.il est préférable d' éviter de se plier parallèlement à la direction du roulementIl est donc nécessaire de penser une disposition qui assurera que la direction de flexion soit perpendiculaire ou transversale à la direction du laminage.
3Après coupe, cisaillement ou traitement, si une courbure est faite de sorte que la surface creusée se trouve sur la face extérieure de la section creusée, des fissures peuvent se propager du bord creusé.la surface creusée doit être positionnée de manière à ce qu'elle soit sur une section qui ne sera pas plié, ou les écailles doivent être retirées avant le pliage.
4Lors du pliage, le renversement de ressort varie en fonction de l'étendue du traitement et de la finition du matériau.
5La ductilité varie selon la qualité et les conditions de traitement, mais il est possible de traiter des matériaux avec des conditions de finition différentes comme indiqué ci-dessous.
(Ces conditions s'appliquent principalement aux bandes d'acier à faible teneur en carbone de qualité SK5 ou inférieure)
3. Traction
À l'exception des procédés de traçage mineurs, le produit doit généralement avoir la même traçabilité dans toutes les directions.
Même si les bandes d'acier spéciales laminées à froid ne sont pas sujettes à des traces de déformation significatives comme le sont les aciers souples, elles ont une faible limite de traction.Nous effectuons un recuit intermédiaire, puis redessinez le produit.
Nous utilisons une vitesse de dessin de 0,4 pour dessiner une feuille plate ordinaire et de 0,6 pour redessiner.
Taux de tirage = d/D
d = diamètre du produit à dessiner, D = diamètre de la plaque circulaire avant le dessin
Référence: Formule de calcul approximatif de la puissance de traction
P = ndtσBm
Remarque: t = épaisseur, m = facteur de correction (normalement 0,4·1,0), σB = résistance à la traction du matériau
Traitement thermique
| Grade | Température d'éteinte (°C) |
| Le nombre d'établissements d'enseignement supérieur | 790850 éteinture par huile (760820 éteinture par eau) |
| Le numéro de série est le numéro de série. | 790850 éteinture par huile (760820 éteinture par eau) |
| Le numéro de série est le numéro de série de l'appareil. | 790850 éteinture par huile (760820 éteinture par eau) |
| Le nombre d'établissements d'enseignement supérieur est le suivant: | 790850 éteinture par huile (760820 éteinture par eau) |
| SKS51 | 790850 éteinture par huile (760820 éteinture par eau) |
1. vue d'ensemble du traitement thermique
Presque toutes les bandes spéciales en acier laminées à froid sont trempées et trempées en fonction de l'application.
Les considérations les plus importantes lors de l'exécution de ces procédés de traitement thermique sont les suivantes:
1) chauffer et refroidir le produit uniformément dans des conditions appropriées,
(2) pour éviter autant que possible la décarburation, l'écaillage et la corrosion à haute température, et
3) choisir une méthode d'éteinte qui réduit au minimum les déformations d'éteinte.
2Température du four et du matériau
Lors du traitement thermique, la température du four de traitement thermique est mesurée et utilisée comme température à laquelle le matériau est chauffé.Il peut parfois y avoir une grande différence ou variation entre la température réelle du matériau et la température mesurée du four.Il est donc nécessaire d'étudier en profondeur les propriétés de température, de contrôler la température et de modifier le procédé de traitement thermique en conséquence.
3Pré-traitement et atmosphère
Lors du traitement des bandes d'acier spéciales laminées à froid, plus la teneur en carbone est élevée, plus la décarburation est facile.Le risque est plus grand dans les processus de chauffage à haute température tels que l'éteintSi le matériau est contaminé par de la saleté ou des substances étrangères, une corrosion à haute température peut se produire.Il est donc nécessaire de pré-traiter les surfaces du matériau en les nettoyant et en réglant l'atmosphère du four avant le traitement thermique.Le gaz RX est utilisé comme atmosphère standard du four pendant l'éteinte, le gaz NX pendant le trempage, mais les gaz N2, H2, AX et autres sont également utilisés.
Dans certains cas, on utilise des fours neutres à bain de sel, des fours de bain en métal, des tubes de four, des boîtiers et d'autres équipements pour s'assurer que le matériau n'entre pas en contact direct avec l'air.
4. Éteindre
Dans la plupart des cas, une valeur située autour du point médian de la plage de température d'éteinte du tableau ci-dessus est utilisée comme température d'éteinte.Cette température est maintenue de plusieurs dizaines de secondes à plusieurs minutes selon la qualité du matériau.Les conditions d'éteinte ont une influence significative sur les propriétés du produit.Si la température d'extinction est trop élevée ou maintenue trop longtempsEn revanche, si la température d'éteinte est trop basse ou si elle n'est pas maintenue assez longtemps, la température d'éteinte peut être réduite.le produit ne durcit pas et des taches molles peuvent apparaîtreIl est donc important de choisir des conditions d'extinction appropriées.
Normalement, l'huile ou l'eau sont utilisées pour refroidir les matériaux.mais sont plus sensibles à des problèmes tels que la déformation et la fissuration de l'extinctionPour cette raison, sauf dans certains cas particuliers, l'extinction à l'huile est utilisée pour les bandes d'acier spéciales laminées à froid.
Pour éviter la déformation de l'extinction, la température de l'huile est augmentée et le martempering est effectué.Pour les formes de ruban ou de formes simples, l'élimination des selles, l'élimination par pressage et d'autres méthodes sont utilisées.
5- Je vous en prie.
Malgré leur dureté, les matériaux trempés manquent de ténacité et sont fragiles.Les conditions de trempage sont déterminées en fonction des propriétés requises de chaque matériau en tenant compte des résultats des essais.Pour les bandes d'acier spéciales laminées à froidlong temps de trempe est utilisé pour certains cas (en particulier lorsque la ténacité est requise) parce que la quantité de matériau utilisée est faible et que les travaux de trempe sont souvent effectués consécutivementCependant, il semble que la plupart des fabricants utilisent souvent un temps de trempage court, ne dépassant pas quelques minutes.si le temps est court, la température est réglée un peu plus haut et les produits sont trempés plusieurs foisCependant, en règle générale, les matériaux qui sont trempés à basse température pendant une longue période ont une plus grande ténacité que ceux qui sont trempés à haute température.On veille donc à ne pas raccourcir le four de trempageL'utilisation d'un bain d'huile, de métal ou de sel pour le trempage permet de réduire le temps par rapport au trempage en plein air.
Les caractéristiques d'éteinture et de trempage des aciers communs sont présentées dans les graphiques ci-dessous.
6. Le repassage
Les matériaux sont recuit pour les ramollir ou éliminer les déformations.la structure peut être modifiée et une décarburation ou une mise à l'échelle peut se produire, il est donc généralement préférable de sélectionner une température sur le côté bas. Une température de 600°C/700°C est maintenue pendant quelques minutes à 30 minutes,après quoi le matériau est refroidi progressivement à environ 200°CIl peut être laissé refroidir naturellement à une température de 200°C ou moins.
Personne à contacter: Ms. Florence Tang
Télécopieur: 86-731-89853933